
东莞市精磁电子科技有限公司
联系人:黄小姐
电话:0769-22336260
邮箱:effrey186@126.com
网址:www.magprecise.com
地址:广东省东莞市高埗镇高龙西路136号1号楼103室
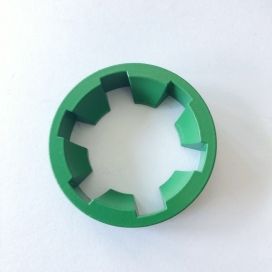
粘结铁芯采用胶水粘接的方式,替代传统的焊接和叠铆的方式,通过这种方式的改良的目的,就是提升电机的电磁性能,降低定转子铁芯的铁损伤。粘结铁芯非常适合超薄的叠片,胶水可以将堆叠粘合在一起,而避免层压带来的叠片变形。粘结铁芯钢板之间的胶黏剂形成绝缘层,可以显着降低电磁损耗,粘结铁芯的抗震性能和防水性能更强。
铁心作为电机的心脏部件,它的质量好坏直接影响电机的性能和效率。多数电工钢片通过焊接、螺栓连接、自扣式或铆接方式组装成铁心, 然而, 焊接固定法会造成铁心边缘短路,绝缘性下降, 由于存在热变形造成磁特性变差之类的各种问题。无论是焊接、螺栓连接还是自扣式、铆接固定方式, 都是铁心局部进行点固定, 连接力不高,对紧固强度要求很高的情况难以满足, 此外, 焊接、铆接方式对许多微型电机也不适用。
电机的铁芯不仅是电磁能量转换的关键部件,在电机中铁芯还要承受机械振动与电磁力、热力的综合作用。为了减少铁芯中的涡流损耗,铁芯冲片间需要有一定的绝缘电阻值。
铁芯常见故障修理,铁芯齿压板的个别齿沿轴向朝外张开,这是由于铁芯叠装时没有将齿压板的齿部整平,铁芯压装后,冲片出现波浪形,铁芯齿部存在翘起或者是在抽出转子时碰到定子铁芯而将齿压板的个别齿撬起,修理时只要用铜棒将个别朝外张开的齿敲平即可。
铁芯局部烧坏,绕组发生相间短路或接地短路故障时产生的电弧,有时会把铁芯局部烧坏。如果烧坏面积不大,则可以不拆散铁芯进行修理,先用锉刀、凿子、砂轮等工具将铁芯局部烧坏的地方铲平或修平,再用小刀将硅钢片逐片剔开,在铁芯表面涂一层自干绝缘漆,再将铁芯压紧即可。如果烧坏面积很大,则应该更换铁芯或更换损坏的冲片。

铁芯径向松动有以下两种情况:
①采用外压装铁芯工艺的小型电动机,由于铁芯外圆与机座内孔的配合太松,或者铁芯与机座之间定位螺钉松动而引起。修理方法是将定位螺钉紧固,必要时可以在机座上另加定位螺钉,也可以将铁芯与机座焊死;
②采用内压装铁芯工艺的大中型电机,是由于铁芯的径向定位装置开焊、松脱或者铁芯与机座焊接处脱焊而引起的。修理方法是将定位装置紧固加装防松螺钉或在脱焊处补焊。
定子铁芯是用硅钢片冲成。铁芯也是定子绕组的部分,发电机运行时,铁芯将受到机械力、热应力及电磁力的综合作用。
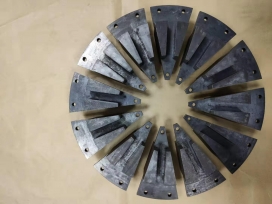
焊接铁芯是通过焊缝技术连接叠片的。焊接工艺主要有:氩弧焊、气保焊、电阻焊等,具有工艺成熟、成本低、对叠片要求低、对设备要求低等优点。但是其缺点明显,热反应区大,导致电机性能降低;不环保;对工人操作要求高;外观有瑕疵,焊缝粗糙。目前激光焊接可一定程度上减少焊接铁芯的缺点,但其主要应用在小型铁芯上。
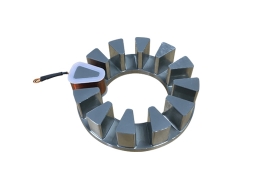
铁芯使用级进模上带自动叠铆技术,铁芯的形成过程是,在冲片落料工位上使上一片叠铆点的凸起部位正确地与下面一片的叠铆点凹形孔部位重合在一起,当上面一片受到落料凸模压力作用时,下面一片借助其外形与凹模壁摩擦所产生的反作用力使两片产生叠铆。通过高速自动冲床连续不断的冲制,形成具有一定叠厚的整齐铁芯。联锁铁芯叠铆点有:圆柱形叠铆点、V型叠铆点、L型叠铆点、梯形叠铆点等。





 淘宝旺旺
淘宝旺旺